₽
$
¥
| Система ЧПУ | СТО CNC | |
| Макс. Ø обработки | 310 мм | |
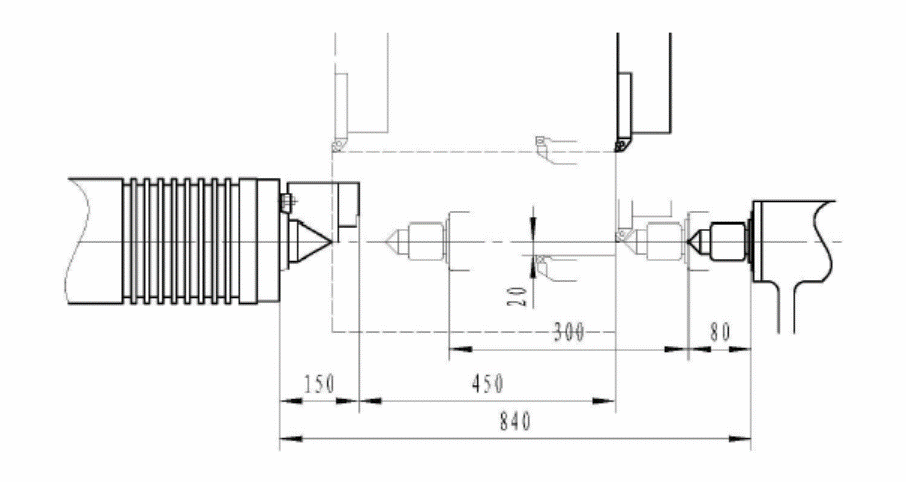
| Расстояние между центрами | 450 мм | |
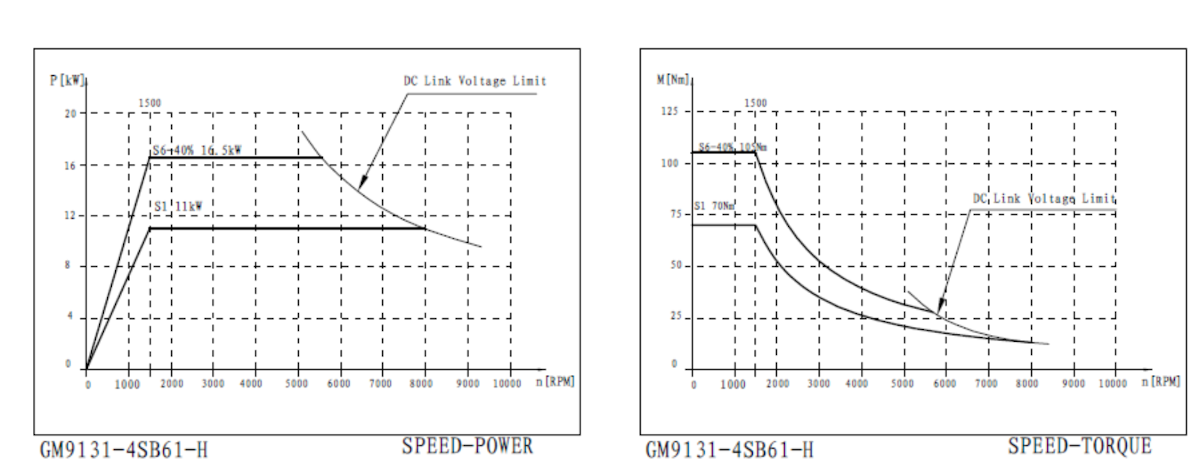
| Мощность двигателя | 11 / 16,5 кВт | |
| Вес | 3800 кг | |
| Все характеристики |
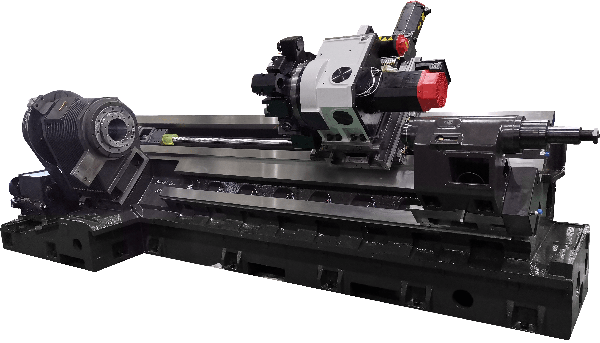
Токарные станки с наклонной станиной IRONMAC серии ITX-408 СТО CNC предназначены для комплексной обработки* стандартных и сложных по конфигурации деталей типа тел вращения (валов, осей, фланцев) методом точения.
*Токарная обработка выполняется за счет сочетания двух основных движений:
В линейке токарных станков с наклонной станиной IRONMAC ITX представлены модели, отличающиеся максимальным диаметром обработки над станиной и расстоянием между центрами. У модели ITX-408 максимальный диаметр — 400 мм, а РМЦ — 450 мм. Система ЧПУ СТО CNC.
.jpg)
.jpg)
.jpg)
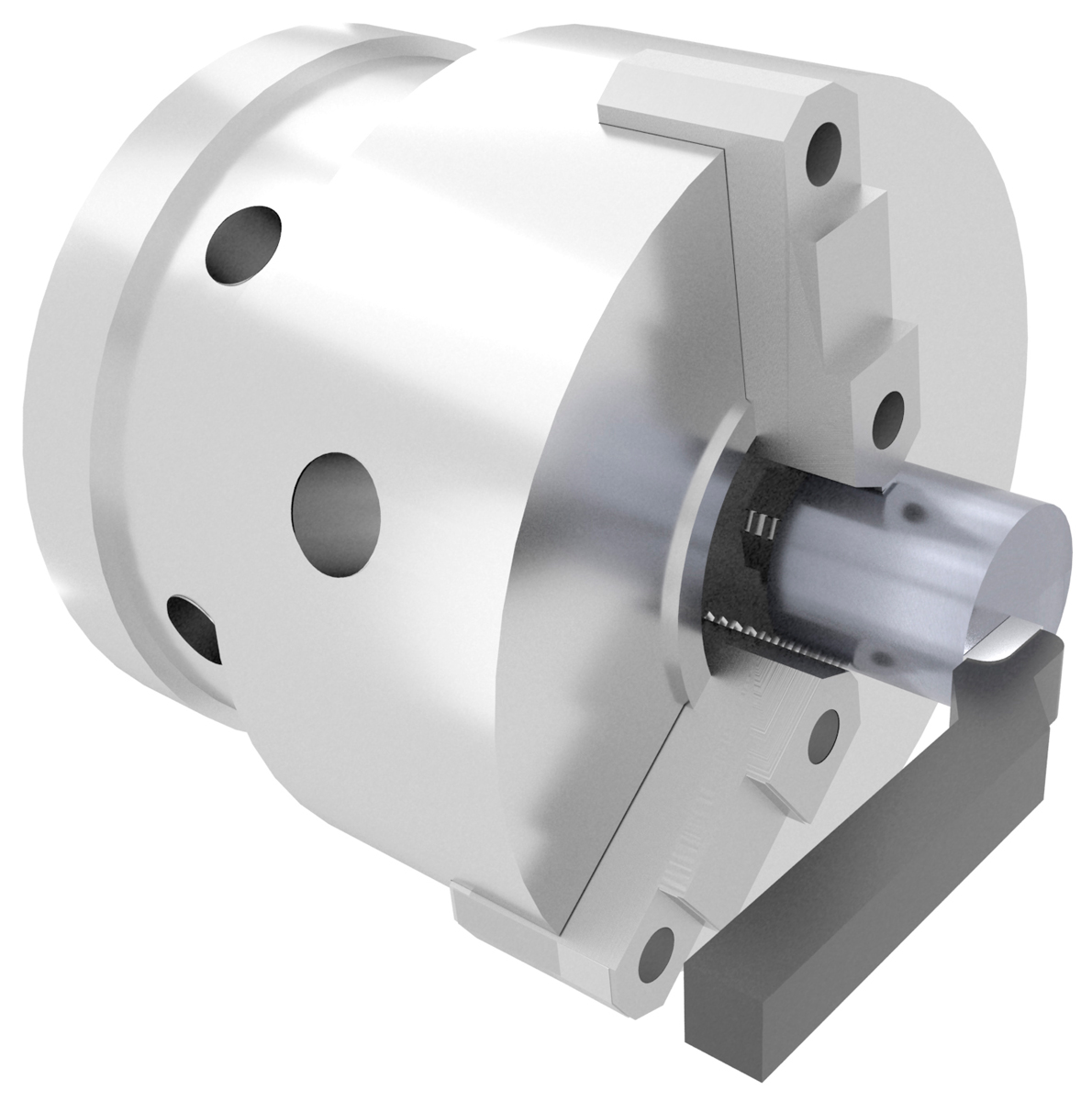
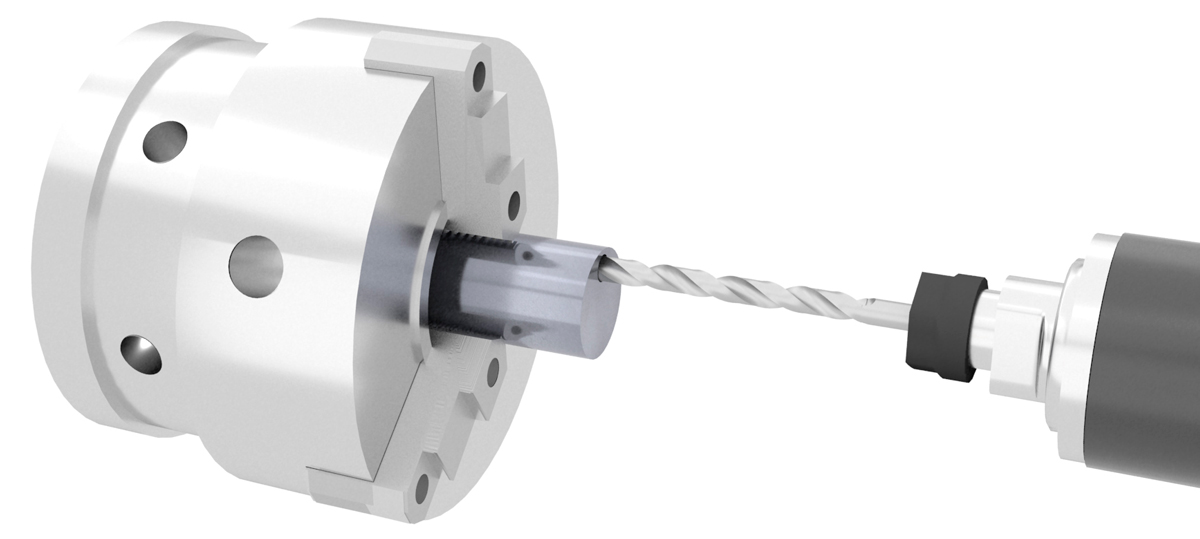 Осевое сверление
Осевое сверление
 Развёртывание
Развёртывание
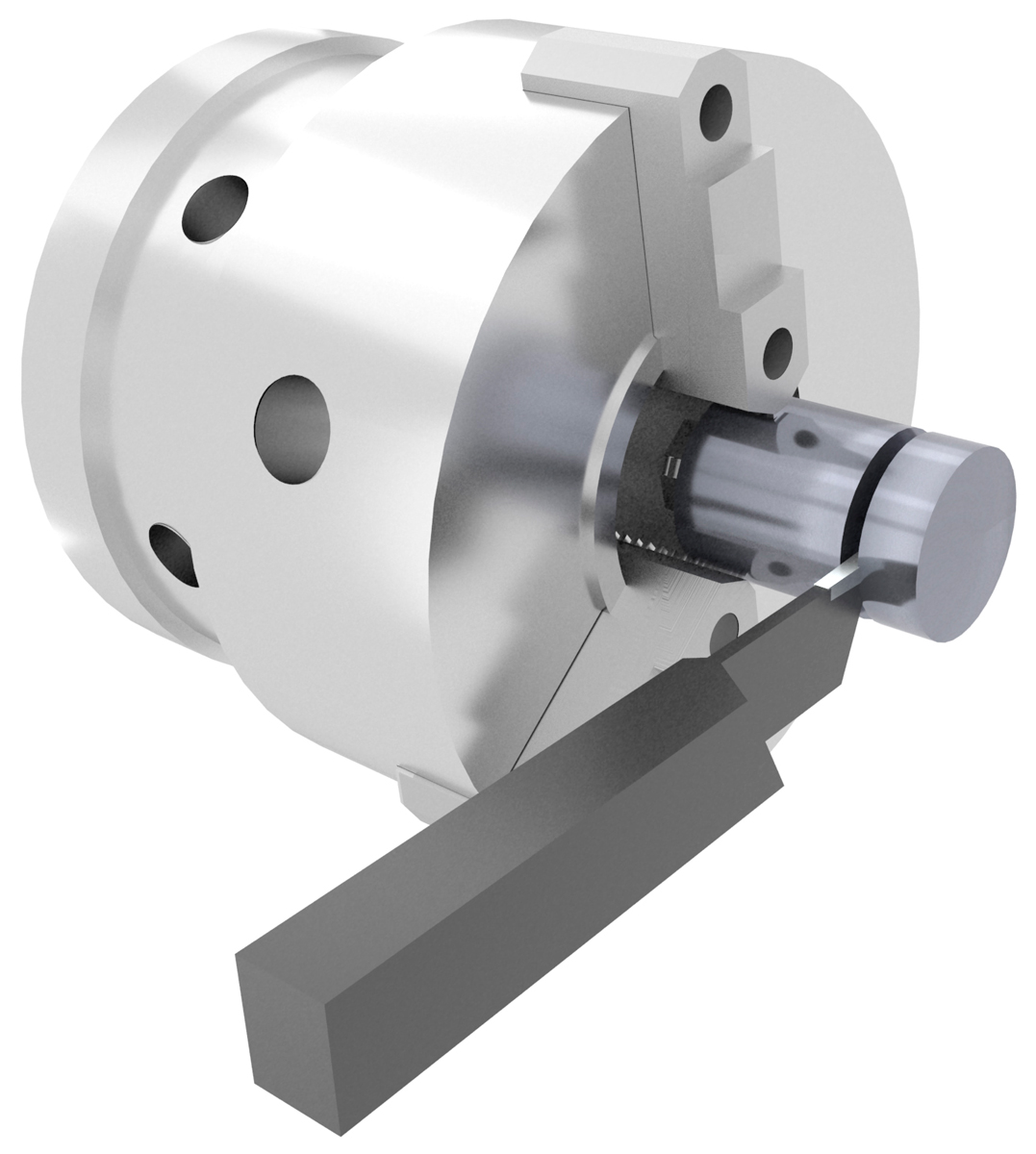 Наружное (проходное) точение
Наружное (проходное) точение
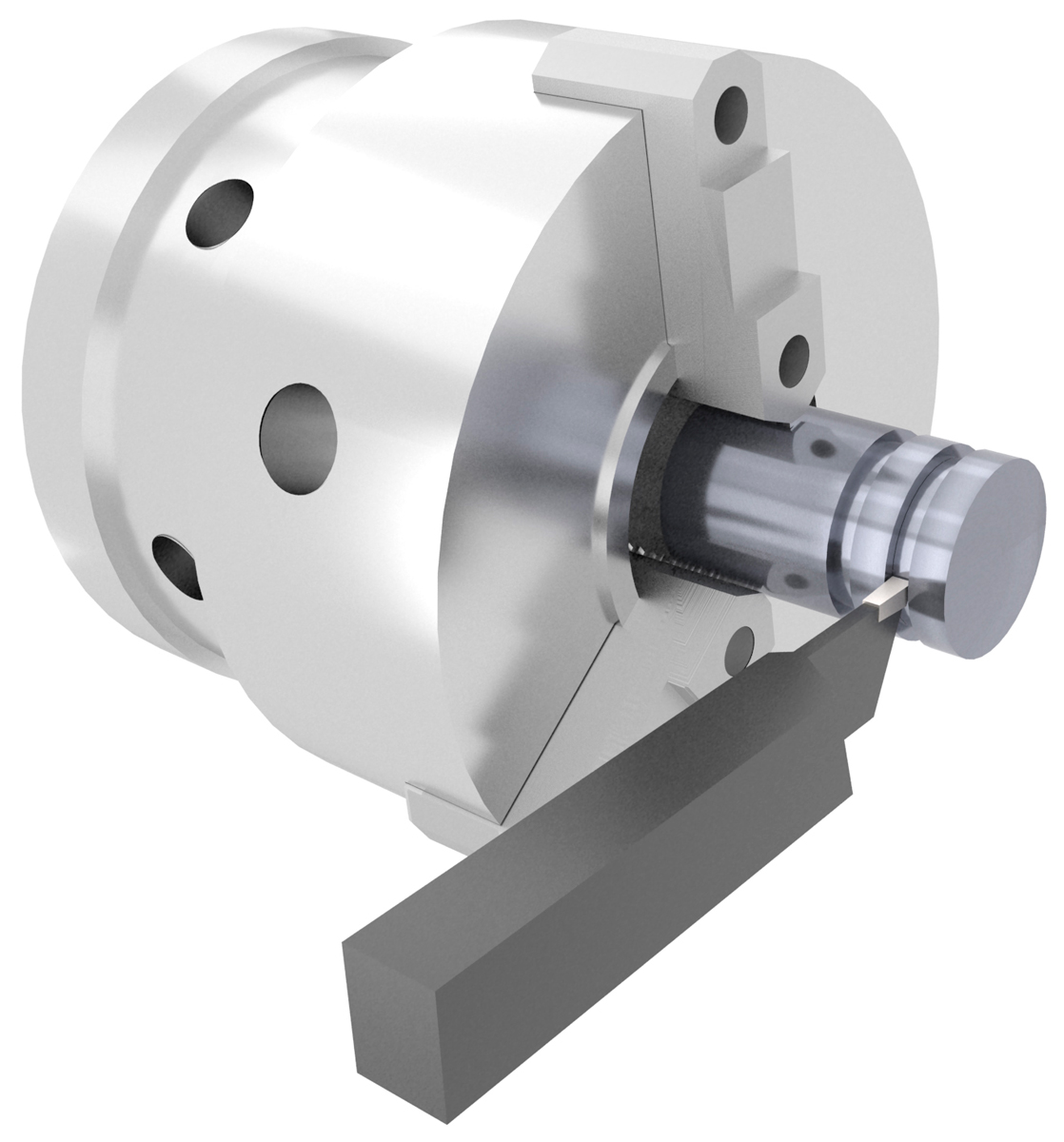 Точение канавки
Точение канавки
 Точение фаски
Точение фаски
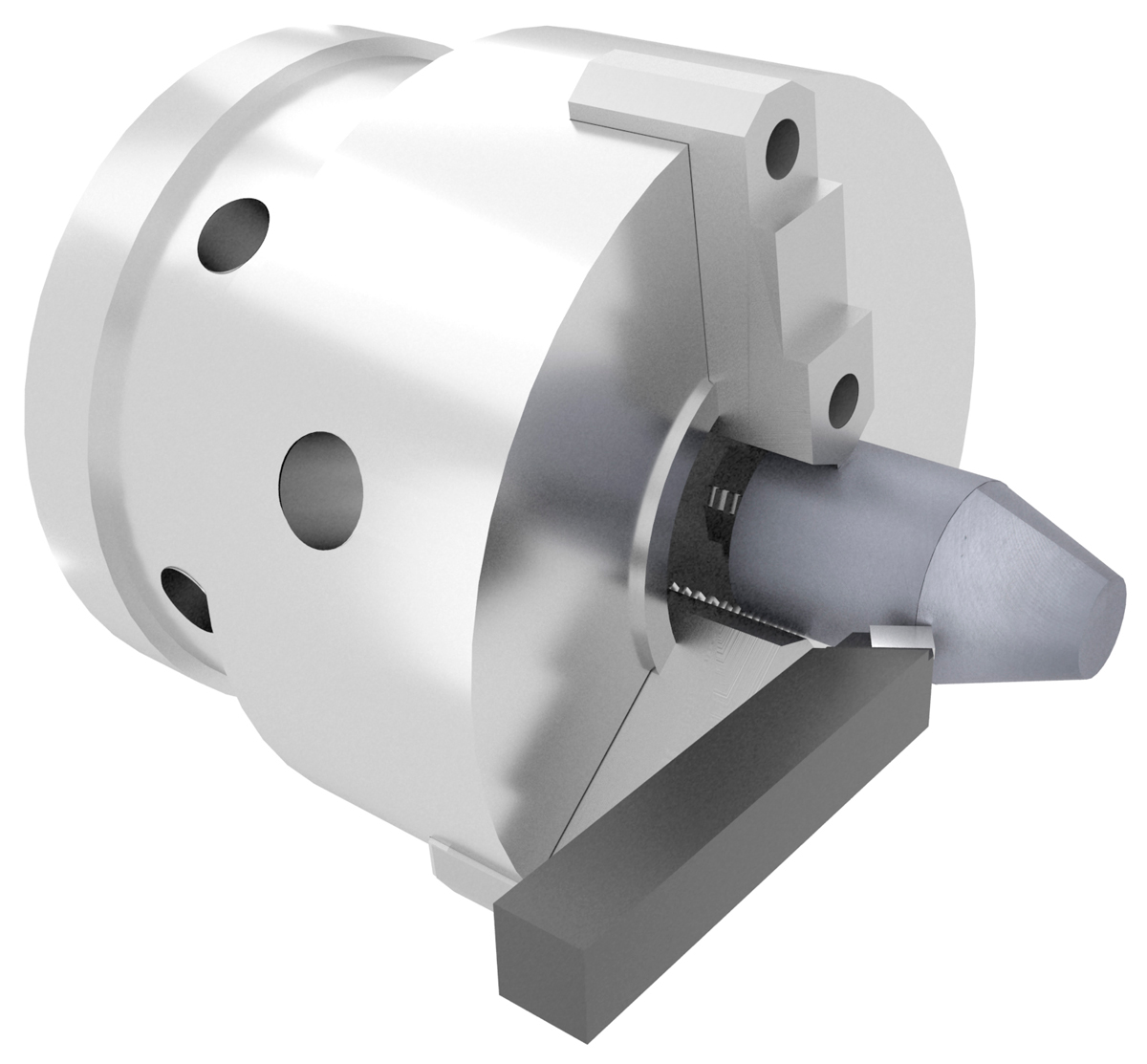 Точение конуса
Точение конуса
 Точение торца
Точение торца
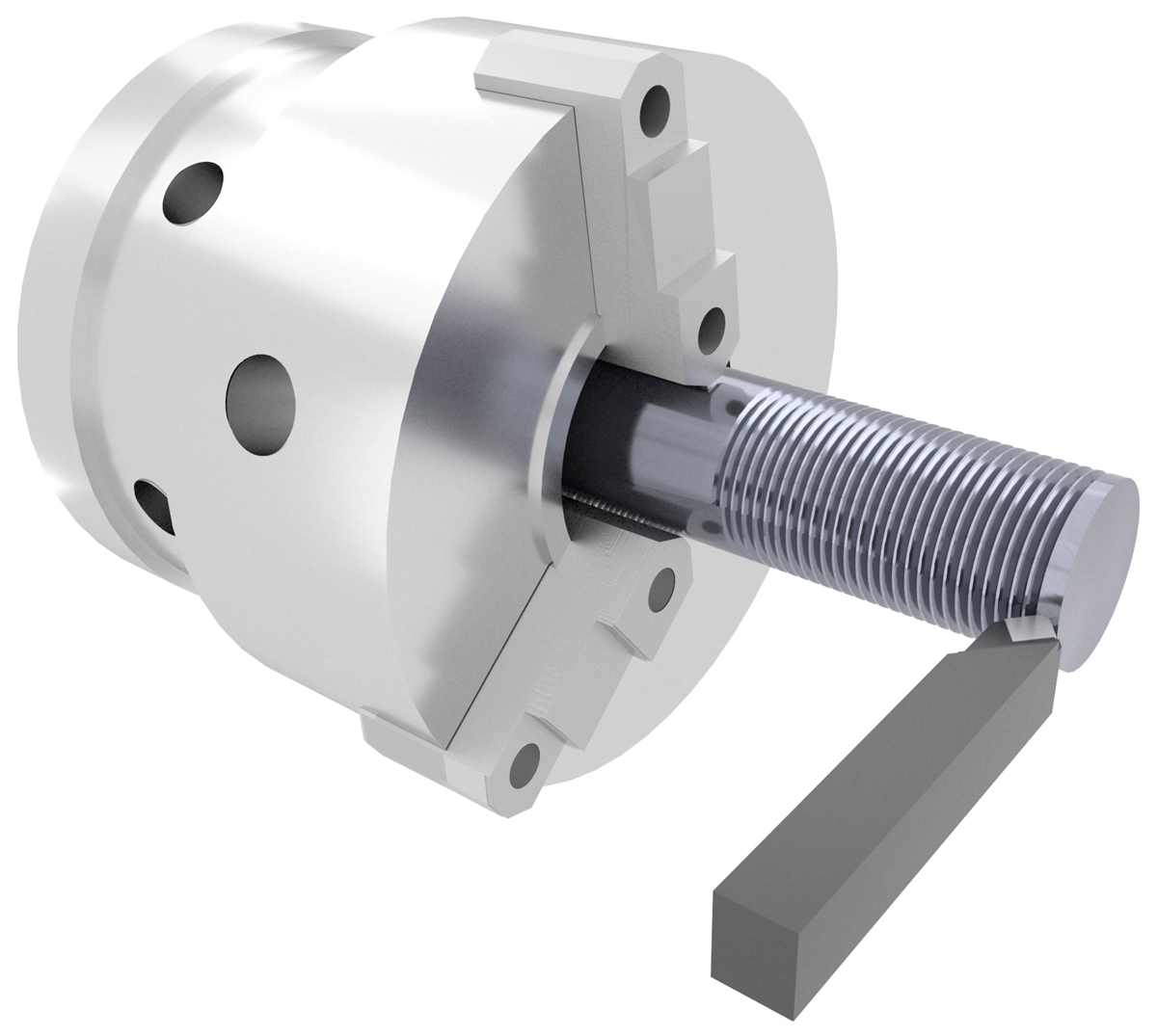 Резьбонарезание
Резьбонарезание
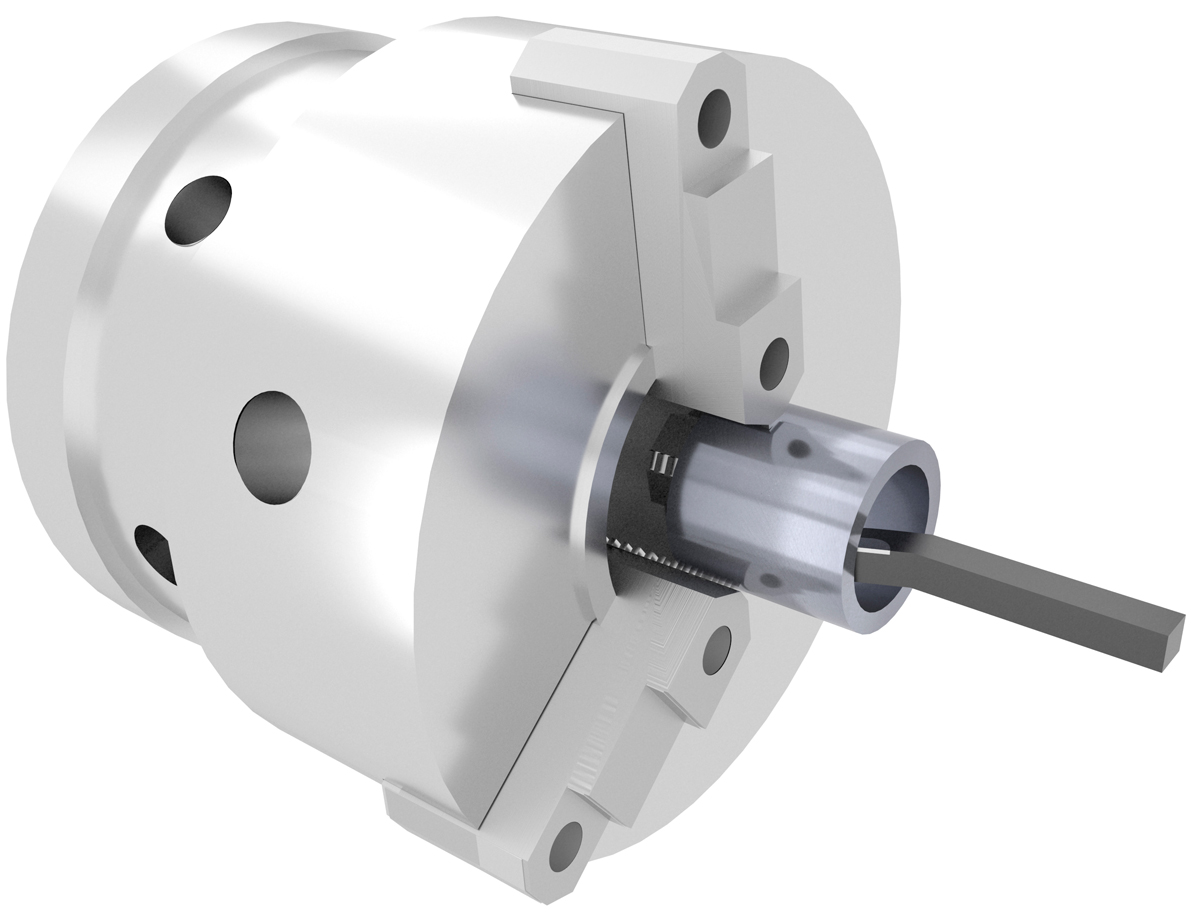 Расточка
Расточка
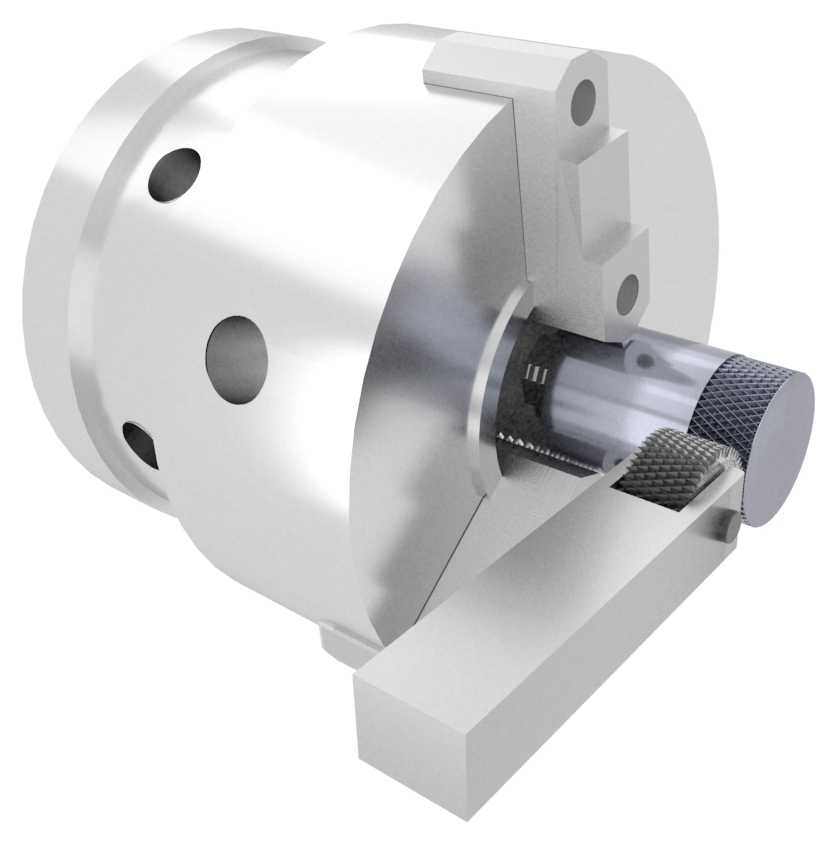 Накатка профиля
Накатка профиля
В базовой комплектации устанавливается система ЧПУ СТО CNC:
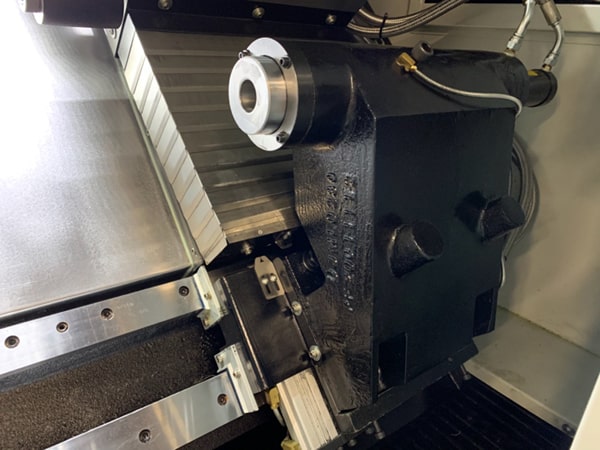
Цельнолитая наклонная станина из серого чугуна высокого качества марки Meehanite. Наклон станины в 45° обеспечивает оптимальное распределение нагрузки, прочную поддержку револьверной головки в процессе резания. Поглощает вибрации при силовом точении стальных деталей в закалённом состоянии с твердостью до 45 HRC.
Максимально быстро отводит стружку из зоны резания. Гарантия высокой стабильности, высокой жесткости и стабильность качества массового продукта в процессе работы.
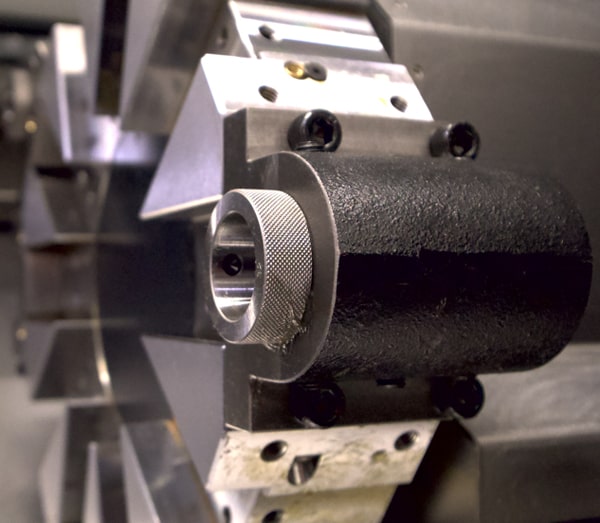
На станке установлен высокоточный, жесткий шпиндель с усилением путём комбинирования подшипников. В шпинделе установлены как роликовые радиальные так и шариковые упорные подшипники для достижения максимальной жёсткости при высоких нагрузках без потери.

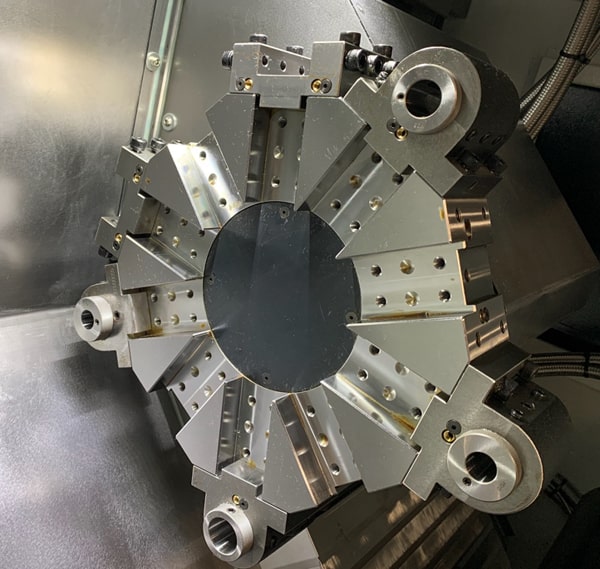
Для получения наилучших показателей жёсткости на станке установлена гидравлическая револьверная на 8 / 12 позиций. Вращение револьверной головы осуществляется гидравликой, которая обеспечивает плавность хода, наибольшую выходную мощность, стабильность и жёсткость при повышенных нагрузках на инструмент.
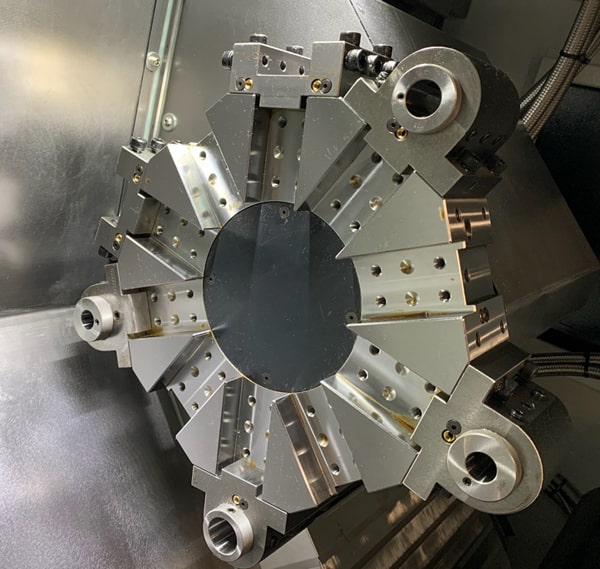
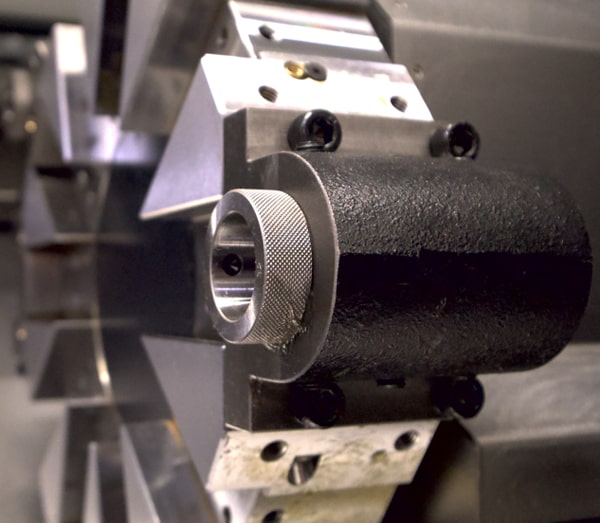
Револьверная голова комплектуется OD-инструментальными блоками для наружного точения, ID-под расточной инструмент с круглым сечением и блоком для U-образного сверла с внутренним подводом СОЖ, непосредственно через инструмент. Инструментальные блоки служат для фиксации режущего инструмента разного профиля и назначения. В блоках предусмотрена подача СОЖ.
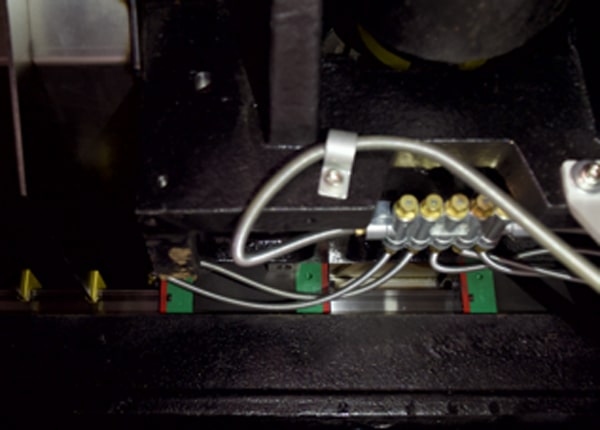
Основные перемещения инструментального суппорта по осям Z и X осуществляется по роликовым направляющим качения серии RG фирмы HIWIN (Тайвань). Обладают сверхвысокой жёсткостью и грузоподъёмностью.
В стандартной комплектации встроен конвейер ленточного типа известного производителя DS (Китай). Необходим для интенсивного удаления стружки из зоны резания. Позволяет работать на станке без остановок на обслуживание. С конвейером в комплекте поставляется корзина для сбора стружки.

Автоматическая система смазки фирмы CNP (Китай) обеспечивает централизованную своевременную смазку по основным движущимся элементам - ШВП, направляющим, подшипникам, что сокращает в разы их износ. Установка времени впрыска осуществляется через контроллер панели ЧПУ. Система смазки компактно встроена в корпус станка. Оповещение на панели оператора об минимальном уровне или окончании масла в резервуаре.

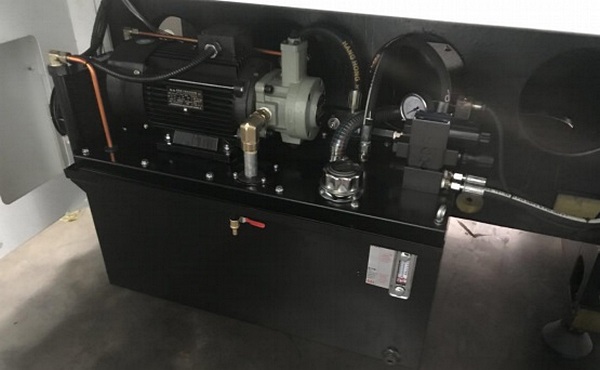
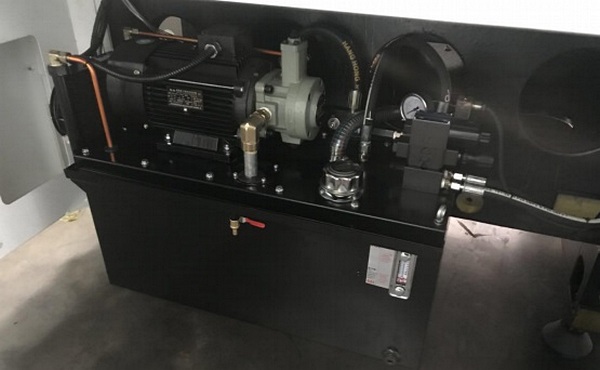
В станке вмонтирована компактная гидравлическая станция. Используются для работы гидроприводов зажима токарного патрона, револьверной головы и задней бабки. Рабочее давление в системе 2 - 3 МПа. Регулировка давления осуществляется в ручном режиме. Это позволяет своевременно корректировать возможные скачки давления.
Предназначена для фиксации и поддержки длинных, а также тяжелых заготовок, при обработке в центрах. Перемещается по широким направляющим скольжения прямоугольного сечения, что обеспечивает высокую жёсткость и точность при обработке на тяжелых режимах резания.
Задняя бабка приводится в движение с помощью каретки револьверной головки.
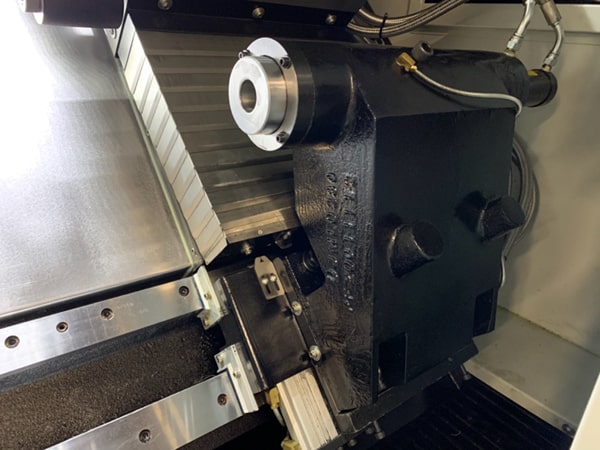


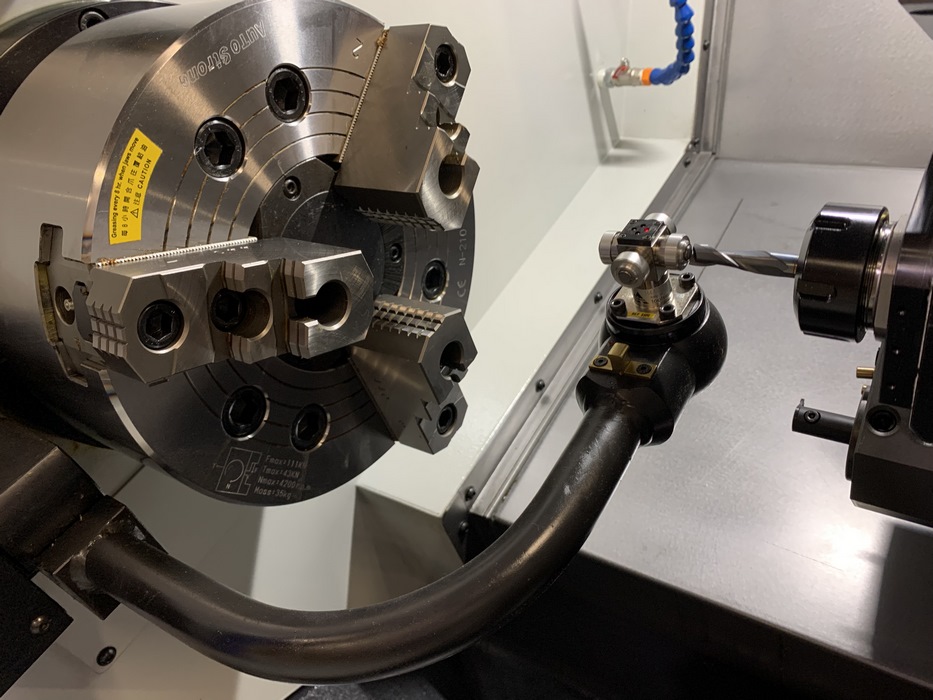
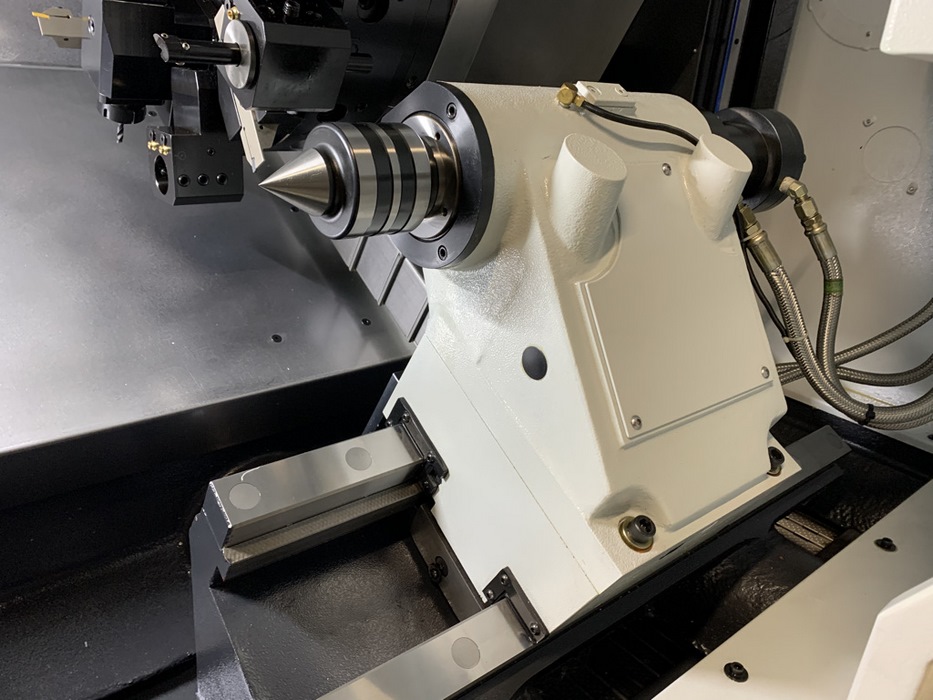




ДИАГРАММА МОЩНОСТИ ДВИГАТЕЛЯ ШПИНДЕЛЯ
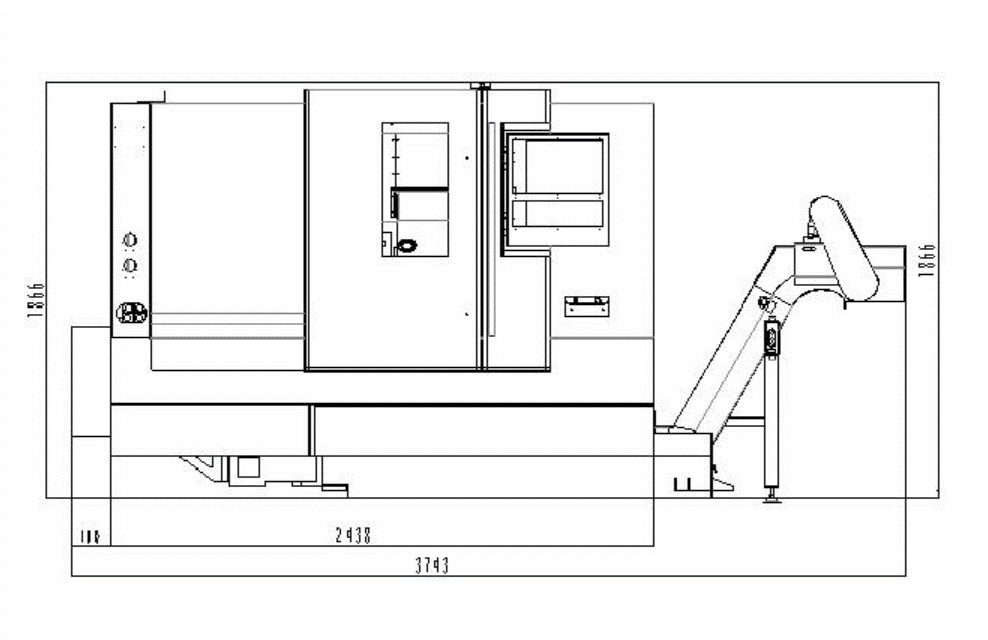
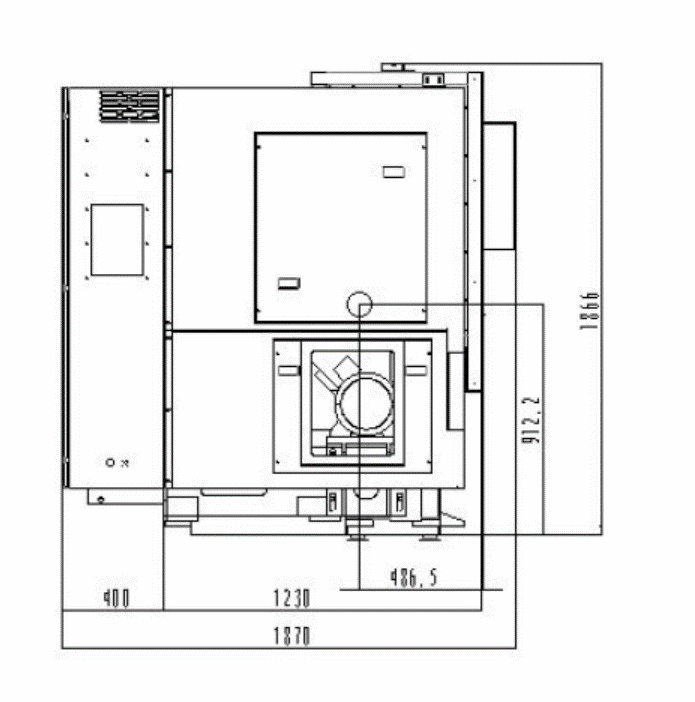
ГАБАРИТЫ РАБОЧЕЙ ЗОНЫ СТАНКА
КАМИ организует доставку оборудования, инструмента и запчастей по всей России и СНГ с помощью транспортных компаний:







| Физ. лицам / ИП | Юр. лицам / Лизинг | |||||||
|---|---|---|---|---|---|---|---|---|
| От клиента | Самовывоз | Через ТК | ||||||
| Паспорт РФ (оригинал) | На имя ФЛ / ИП | На имя получателя | ||||||
| Если другим ФЛ: нотариальная доверенность (оригинал) | ||||||||
| Доверенность на подписание ТОРГ-12 и Акта приема-передачи | Нотариальная | |||||||
| Доверенность: Типовая межотраслевая форма № М-2 | ||||||||
| Печать организации, Приказ о назначении на должность, либо выписка из ЕГРЮЛ. |
Если получатель гендиректор |
|||||||
| От компании | ||||||||
|
ТОРГ-12: 2 экземпляра
(1 - клиенту, 1 - бухгалтерии)
|
4 экз. | |||||||
| Счет-фактура | 1 экз. | 2 экз. | 2 экз. | |||||
| Товарная накладная | 2 экз. | 4 экз. | ||||||
| CMR | ||||||||
| Акт выполненных работ | 2 экз. | |||||||
| Накл. на перемещение | ||||||||





{kind=link}