₽
$
¥
| Система ЧПУ | Fanuc | |
| Макс. Ø обработки | 600 мм | |
| Расстояние между центрами | 500 мм | |
| Мощность двигателя | 11 / 15 кВт | |
| Вес | 4300 кг | |
| Все характеристики |
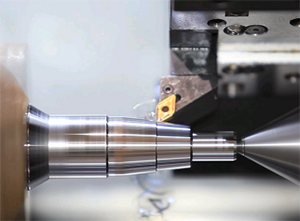
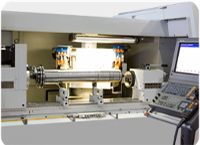
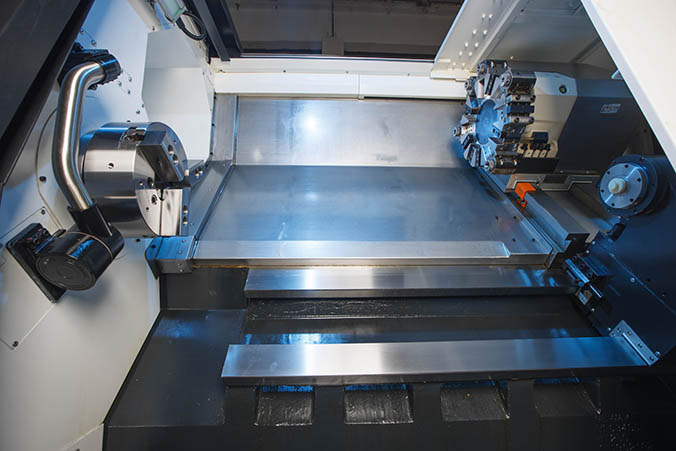
Токарные станки с наклонной станиной KMT KTL60/500 предназначены для комплексной обработки* стандартных и сложных по конфигурации деталей типа тел вращения (валов, осей, фланцев) методом *точения.
*Токарная обработка выполняется за счет сочетания двух основных движений:
В линейке токарных станков с наклонной станиной KMT KTL модели отличаются максимальным диаметром обработки над станиной и расстоянием между центрами. У модели KTL60/500 максимальный диаметр обработки — 600 мм, а РМЦ — 500 мм. Система ЧПУ от Fanuc (Япония).
.jpg)
.jpg)
.jpg)
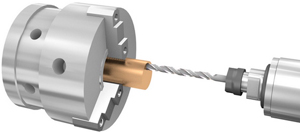
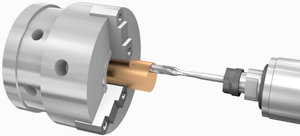
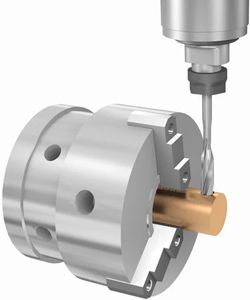
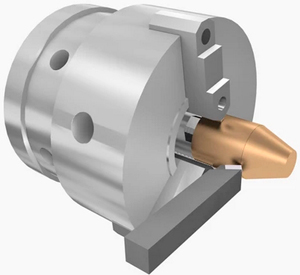
 Осевое сверление
Осевое сверление
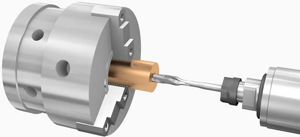
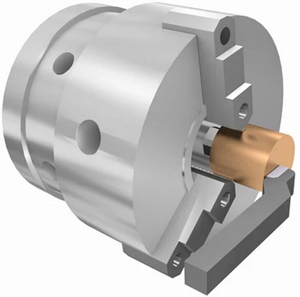
 Внеосевое сверление
Внеосевое сверление
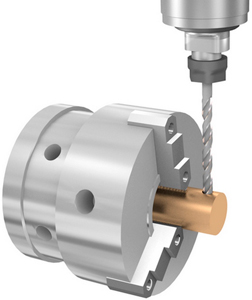 Торцевое сверление
Торцевое сверление
 Развёртывание
Развёртывание
 Внеосевое развёртывание
Внеосевое развёртывание
 Торцевое развёртывание
Торцевое развёртывание
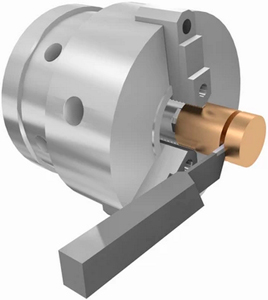 Наружное (проходное) точение
Наружное (проходное) точение
 Точение канавки
Точение канавки
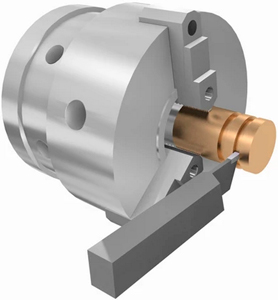
 Точение фаски
Точение фаски
 Точение конуса
Точение конуса
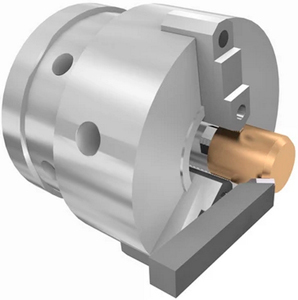
 Точение торца
Точение торца
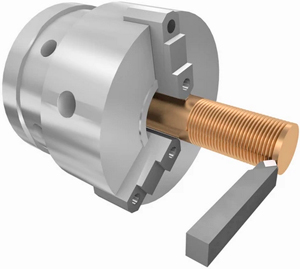 Резьбонарезание
Резьбонарезание
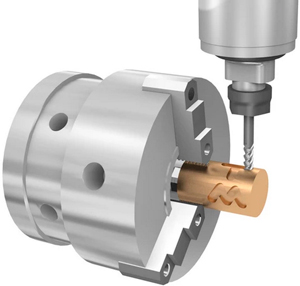 Контурное фрезерование
Контурное фрезерование
 Расточка
Расточка
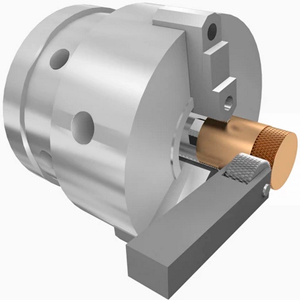 Накатка профиля
Накатка профиля
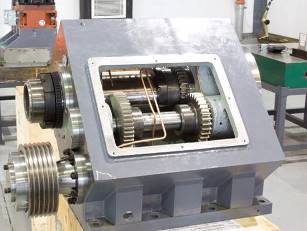
Высокоскоростная шпиндельная бабка разработана с учетом минимальных тепловых деформаций и высокой точностью обработки. В шпинделе установлены высокоточные подшипники компании NSK (Япония).

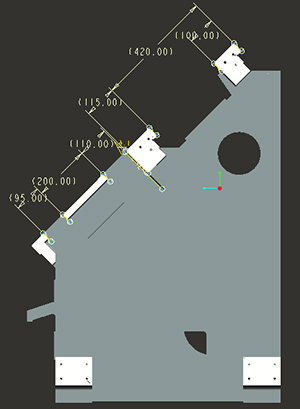
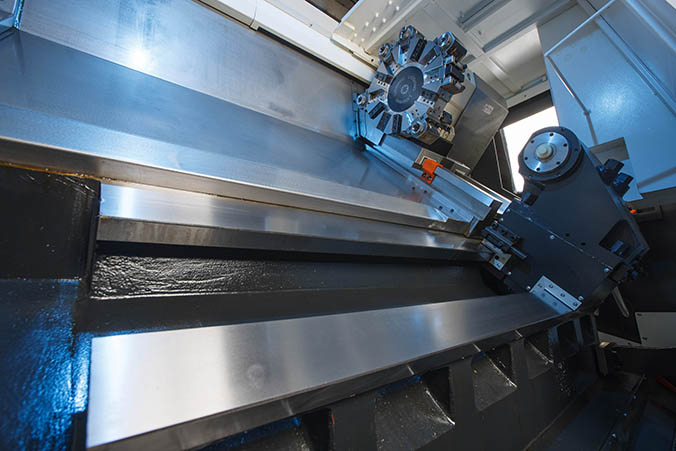
На данной серии станков используется цельная станина с углом наклона 45°, изготовленная из модифицированного чугуна – механита с внутренними ребрами жесткости.
Такая конструкция станины обеспечивает лучшую устойчивость, жесткость, гашение вибраций. Так же наклонная станина занимает меньшую площадь, что позволяет легко удалять стружку и эксплуатировать станок.

После термообработки твердость поверхности направляющих составляет от 49 - 52 HRC. Преимущества подобной системы в простоте и компактном устройстве, такие направляющие обладают большой нагрузочной возможностью, жёсткостью, способностью демпфировать вибрации.
В станке установлены все передачи ШВП производства HIWIN (Тайвань).

Промышленная система ЧПУ самая распространённая в России, более проста в использовании, легко найти операторов. Сервис по всей России, запасные части в наличии на складах. Для удобства оператора стойка снабжена маховиком ручного управления.

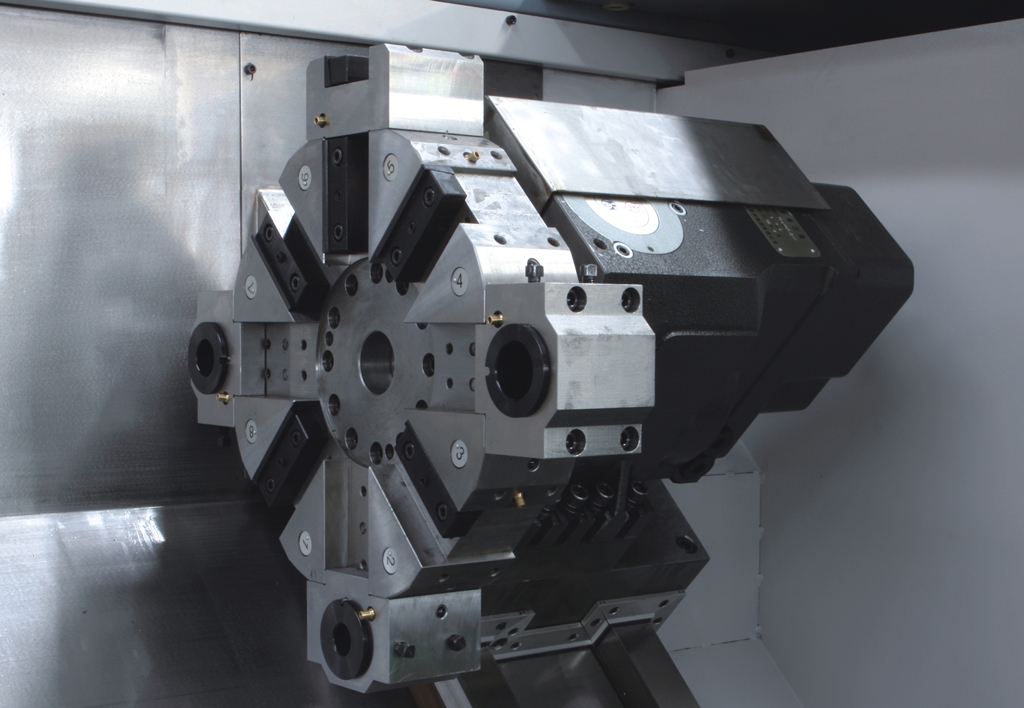
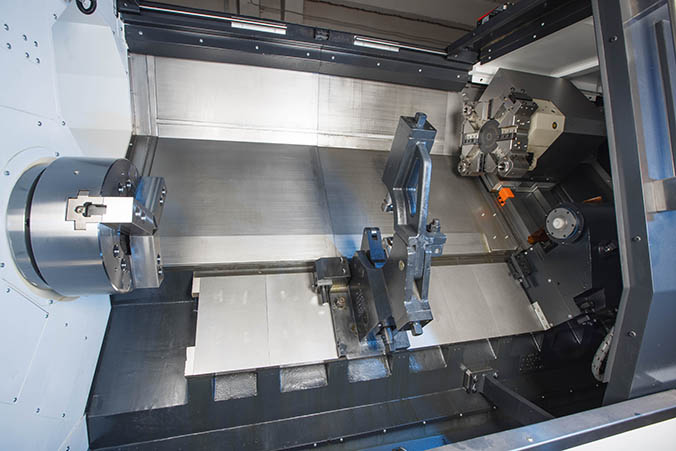
В стандартной конфигурации станок оснащен гидравлической револьверной головкой Тайваньского производства на 8 инструментов (10 / 12 опция), обладающей повешенной жесткостью, надежным захватом, высокой скоростью индексации и высокой повторяемостью позиционирования.
В стандартной конфигурации станок оснащен гидравлической задней бабкой. Выдвижение пиноли задней бабкой управляется гидравлической системой.

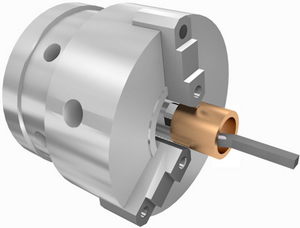
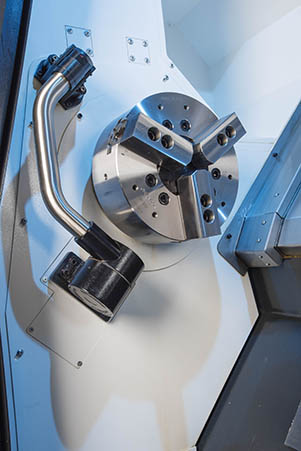
Гидравлический патрон применяется для зажатия заготовки в процессе обработки. Возможна установка патрона с различным размером по требованию заказчика.

Предназначена для зажима / разжима гидравл и ческого патрона и пиноли задней бабки.

Предназначен для автоматизации сбора стружки из черных и цветных металлов в процессе работы станка.

Система автоматической смазки станка обеспечивает периодическую подачу смазочного материала.

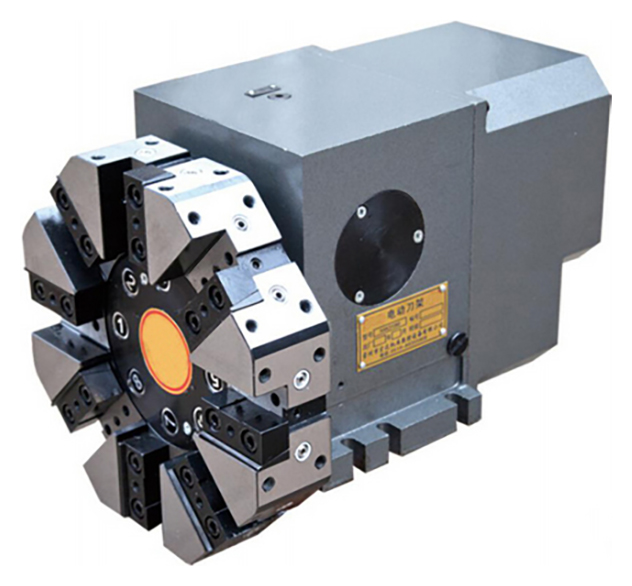






12 позиционная револьверная головка позволит расширить технологические возможности вашего производства, увеличить номенклатуру обрабатываемых изделий, позволит производить обработку конструктивно более сложных деталей за одну установку.
Опционально возможно оснащение задней бабки серво-двигателем для перемещения по оси Z.

У серии станков Z шпиндельная бабка оснащается редукторным приводом. Привод шпинделя осуществляется посредством редуктора для обеспечения высокого момента на низких оборотах, что позволяет обрабатывать особо тяжёлые заготовки и точить с максимальными припусками закаленные и легированные материалы.
Привязка инструмента производится не по детали - «по первой стружке», что является непомерно большой потерей времени в общем цикле изготовления детали (привязка, измерение, корректировка), а при помощи специальной системы измерения смонтированной на корпус станка.
Сердцем такой системы является комплект датчиков и щупа, которые обеспечивают измерения, а также комплект программного обеспечения, который обеспечивает интеграцию с системой ЧПУ и предлагает ряд разнообразных возможностей.

Технологические возможности оборудования могут быть расширены за счет применения люнетов. Основное назначение данного приспособления - поддержка длинных заготовок (длина которых превышает в 10 - 12 раз диаметр) и создание условий для надежной обработки, исключающей образование вибрации.





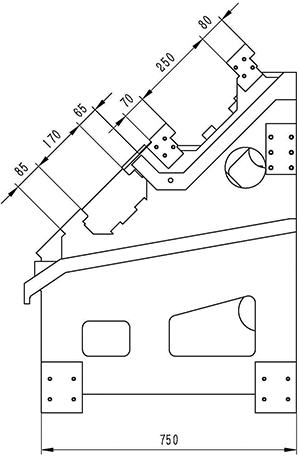
Направляющие осей X, Z и задней бабки имеют цельную жесткую конструкцию.
Ширина верхней направляющей оси Z составляет 80 мм, ширина нижней направляющей – 70 мм, ширина направляющей оси X – 50 мм.
Твердость направляющих составляет от 49 - 52 HRC. Шарико-винтовые пары осей X и Z со сдвоенными гайками имеют класс C3. Диаметр и шаг шарико-винтовых пар осей X и Z оставляют 32 x 10 мм и 40 x 10 мм соответственно. Данные технические параметры позволяют применять тяжелые режимы резания, работать на «удар». Деформации и вибрации в системе «СПИД» станка имеют минимальные значения.


Направляющие осей X, Z и задней бабки имеют цельную жесткую конструкцию.
Ширина верхней направляющей оси Z составляет 100 мм, ширина нижней направляющей – 115 мм, ширина направляющей оси X составляет 80 мм.
После термообработки твердость поверхности направляющих составляет от 49 - 52 HRC. Высокая жесткость, большой крутящий момент и незначительная деформация системы «СПИД» делают этот станок наилучшим выбором при использовании в тяжелых условиях резания. Шарико-винтовые пары осей X и Z со сдвоенными гайками имеют класс C3. Диаметр и шаг шарико-винтовых пар осей X и Z оставляют 32x8 мм и 40x10 мм соответственно.
Станина, корпуса шпиндельного узла, задней бабки и суппорта после литья на заводе проходят несколько этапов старения перед окончательной механообработкой.
Достоверно известно, что тепловые деформации составляют существенную долю в общем балансе погрешностей при изготовлении деталей. Погрешности вызванные тепловыми деформациями составляют до 30-70% от общей погрешности обработки. Особенно заметно их влияние при выполнении чистовых операций.
При разработке конструкции станка, в частности шпиндельной бабки, конструкторами завода учтено воздействие тепловых деформаций, распределение механических напряжений при помощи систем математического моделирования, что позволило добиться внушительных результатов по точности изготовления и сборки шпиндельных узлов.
Осевое отклонение на длине 20 / 300 мм - 0,01 / 0,022 мм
|
Радиальное биение фланца шпинделя - 0,008 мм
|
Торцевое биение фланца шпинделя - 0,008 мм
|




КАМИ организует доставку оборудования, инструмента и запчастей по всей России и СНГ с помощью транспортных компаний:







| Физ. лицам / ИП | Юр. лицам / Лизинг | |||||||
|---|---|---|---|---|---|---|---|---|
| От клиента | Самовывоз | Через ТК | ||||||
| Паспорт РФ (оригинал) | На имя ФЛ / ИП | На имя получателя | ||||||
| Если другим ФЛ: нотариальная доверенность (оригинал) | ||||||||
| Доверенность на подписание ТОРГ-12 и Акта приема-передачи | Нотариальная | |||||||
| Доверенность: Типовая межотраслевая форма № М-2 | ||||||||
| Печать организации, Приказ о назначении на должность, либо выписка из ЕГРЮЛ. |
Если получатель гендиректор |
|||||||
| От компании | ||||||||
|
ТОРГ-12: 2 экземпляра
(1 - клиенту, 1 - бухгалтерии)
|
4 экз. | |||||||
| Счет-фактура | 1 экз. | 2 экз. | 2 экз. | |||||
| Товарная накладная | 2 экз. | 4 экз. | ||||||
| CMR | ||||||||
| Акт выполненных работ | 2 экз. | |||||||
| Накл. на перемещение | ||||||||























{kind=link}