₽
$
¥
| Система ЧПУ | Fanuc | |
| Макс. Ø обработки | 450 мм | |
| Расстояние между центрами | 1050 мм | |
| Мощность двигателя | 18,5 кВт | |
| Вес | 5700 кг | |
| Все характеристики |
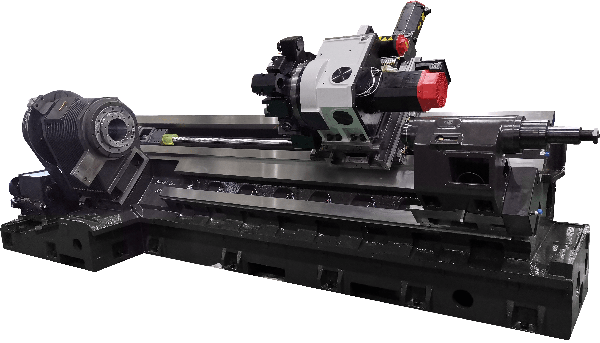
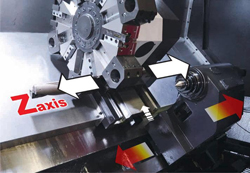
Токарные обрабатывающие центры SKM серии NL 2500M/1100 предназначены для силовой, точной и производительной токарной обработки деталей типа тел вращения: валов, осей, фланцев, колец и т.д., при тяжелых режимах *.
Сочетание высокой жесткости наклонной конструкции станины 45˚, мощного привода шпинделя (двух ступенчатый редуктор) до 1 630 Н*м (мотор шпинделя 22/35 кВт) и направляющих скольжения, позволяют успешно сочетать силовое резание с чистовой обработкой стальных деталей в закалённом состоянии с твердостью до 58 HRC, при этом обеспечивая высокую точность по 7-му квалитету и шероховатость по 8 - 9 классам.
Токарные обрабатывающие центры SKM серии NL 2500/3000 применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.



 Осевое сверление
Осевое сверление 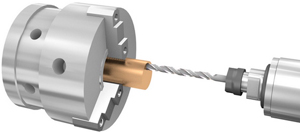 Внеосевое сверление
Внеосевое сверление 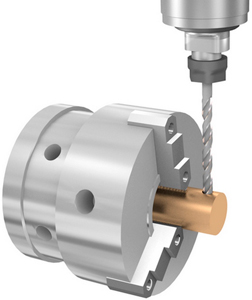 Торцевое сверление
Торцевое сверление 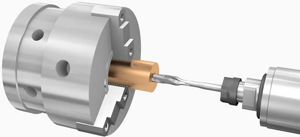 Развёртывание
Развёртывание 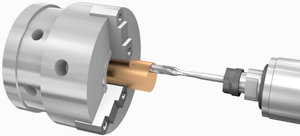 Внеосевое развёртывание
Внеосевое развёртывание 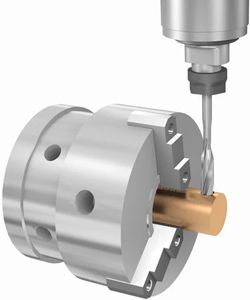 Торцевое развёртывание
Торцевое развёртывание 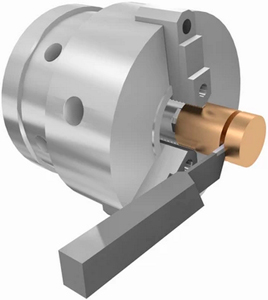 Наружное (проходное) точение
Наружное (проходное) точение 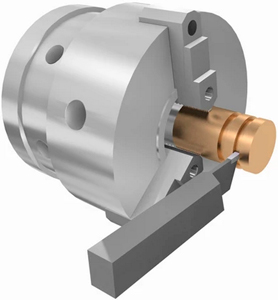 Точение канавки
Точение канавки 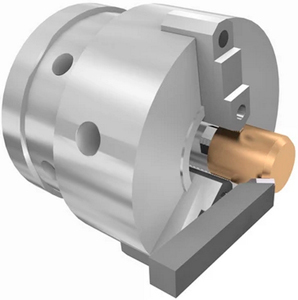 Точение фаски
Точение фаски 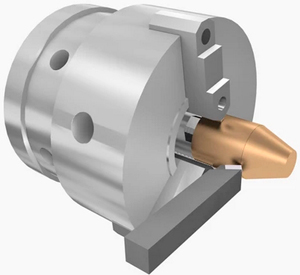 Точение конуса
Точение конуса 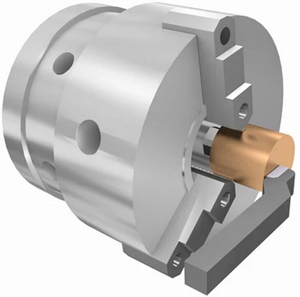 Точение торца
Точение торца 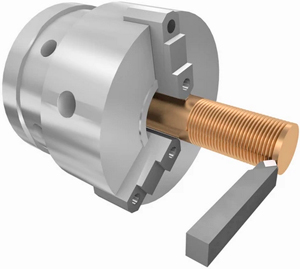 Резьбонарезание
Резьбонарезание 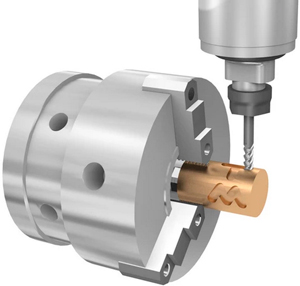 Контурное фрезерование
Контурное фрезерование 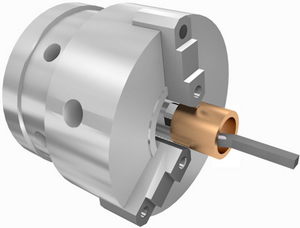 Расточка
Расточка 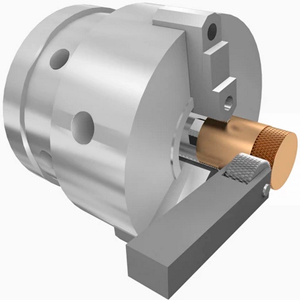 Накатка профиля
Накатка профиля
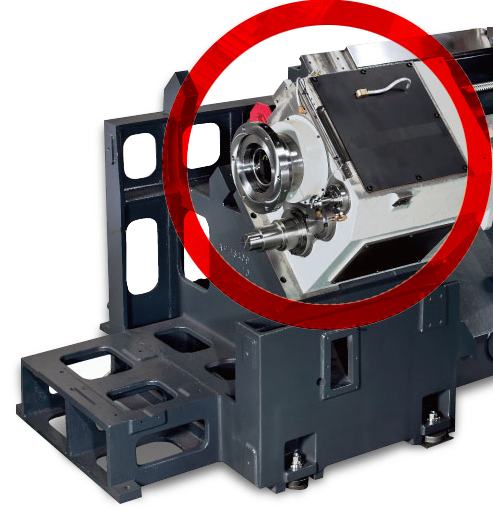
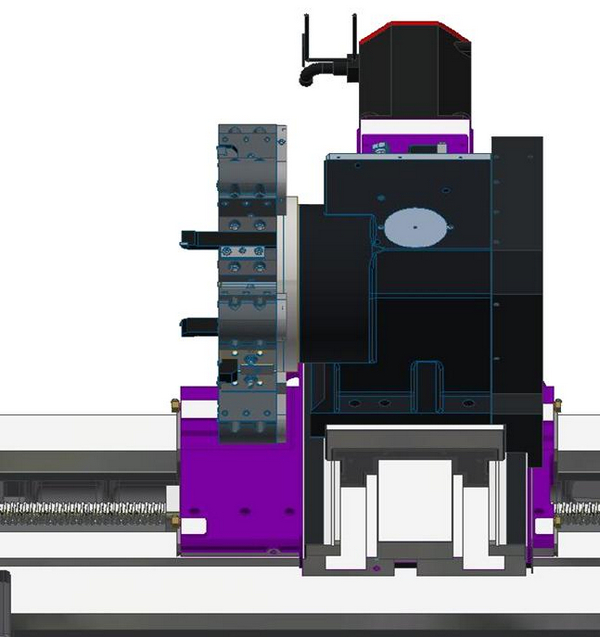
Цельная станина с углом наклона 45 градусов, изготовленная из чугуна Meehanite, который обладает превосходными характеристиками поглощения вибрации, обеспечивает прочную основу для всех компонентов машины. Такая конструкция обеспечивает долгосрочную точность и стабильность обработки. Кроме того, конструкция станины под углом 45 градусов обеспечивает операторам удобный доступ к заготовке и превосходный отвод стружки.
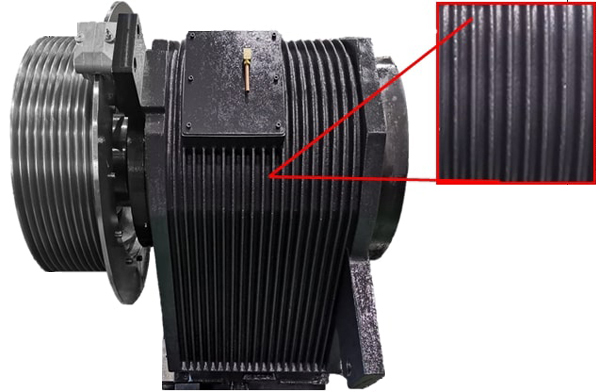
Сверхпрочная конструкция, изготовленная из цельного литья, с тепло рассеивающим оребрением для эффективного отвода тепла, выделяемого при движении оси, сохраняет минимальное тепловое расширение и значительно продлевает срок службы подшипников.
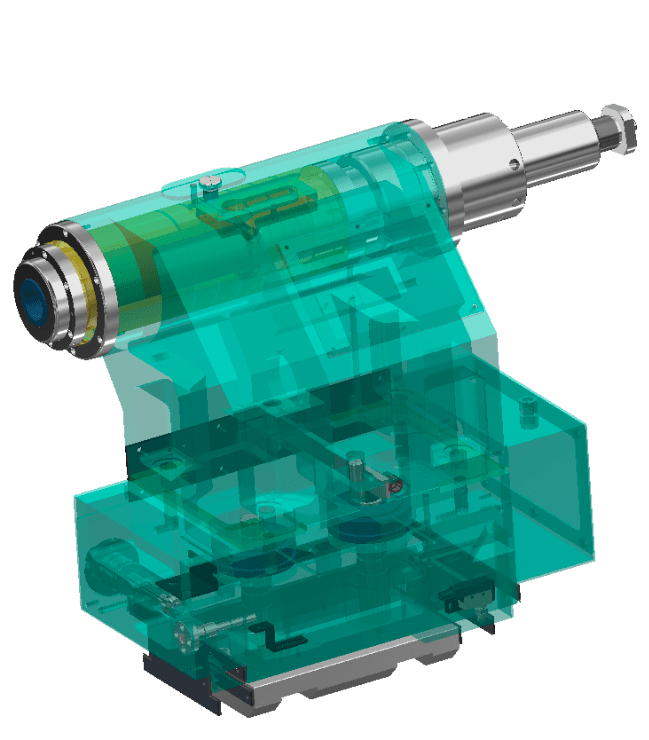
Двухрядные цилиндрические роликовые подшипники спереди в сочетании с радиально-упорным двухрядным подшипником сзади, обеспечивают высокую жесткость при обработке в тяжелых условиях и отличное качество поверхности изделий.
Базовая версия станка с ремённым приводом. Оптимальное соотношение по цене, крутящему моменту и обслуживанию привода.
Система шкивов шпинделя оснащена мощным и надежным электродвигателем переменного тока Fanuc, обеспечивающим превосходную режущую способность в тяжелых условиях.
Ремень шкива типа PK используется для достижения низкой вибрации, низкого уровня шума и хорошей шероховатости поверхности даже на высокой скорости вращения.
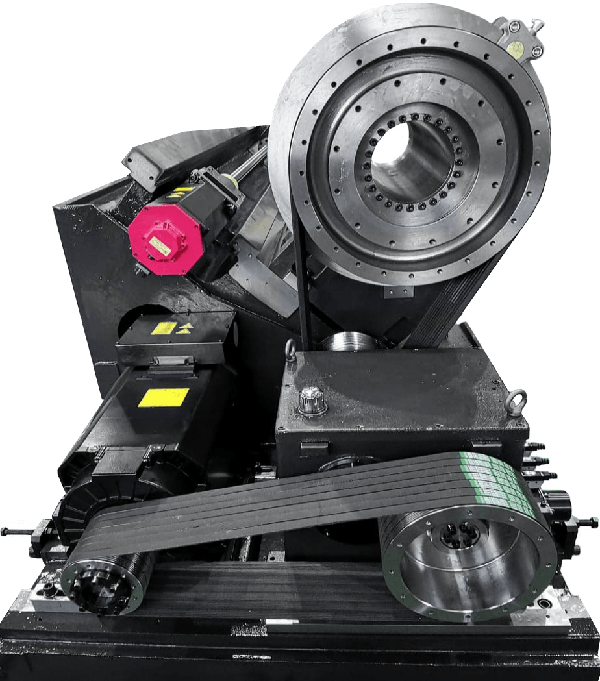
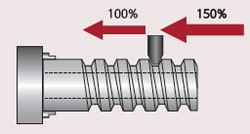
Альтернативно предлагается комплектация с двухступенчатым планетарным редуктором производства компании Baruffaldi (Италия), более чем в два раза увеличивая крутящий момент на шпинделе, относительно ремённого привода, при одинаковой мощности двигателя 15/18,5 кВт.
Редуктор способен увеличить объем снимаемого металла минимум на 25% и сократить время обработки деталей минимум на 20%.
Программируемый корпус задней бабки и программируемая пиноль входят в стандартную комплектацию для серии NL 2500/3000, что упрощает регулировку положения задней бабки, сокращает время наладки и позволяет вести обработку тяжелых и длинных деталей с повышенными режимами резания.
Двойные заанкеренные шариковые винты с предварительным натягом
Шариковые винты заанкерены с обоих концов и имеют предварительный натяг для уменьшения теплового расширения.
Шариковый винт большого диаметра установлен на высокоточные радиальные подшипники P4 с обоих концов.
Усилие подачи оси X: 36 187 Н
Усилие подачи оси Z: 36 187 Н
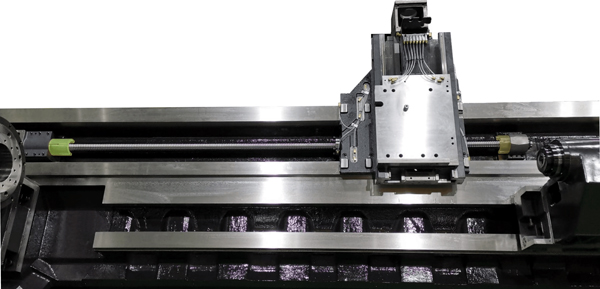
Широкие прямоугольные направляющие, изготовленные из цельной заготовки и предназначенные для тяжелых условий обработки.
Индукционно-закаленные и отшлифованные направляющие обеспечивают точность обработки в течение длительного времени.
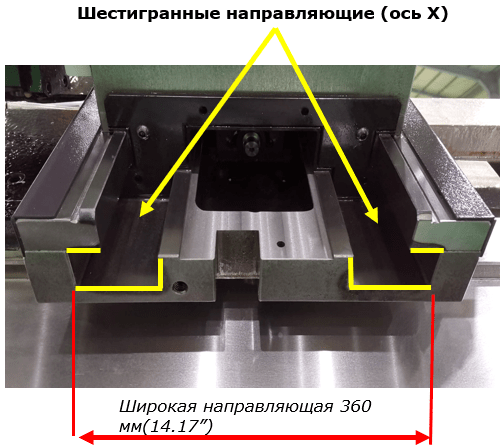
Шестигранная конструкция и направляющие увеличенного сечения, изготовленные из цельной отливки, способствуют производительной обработке в самых тяжелых условиях.
Закаленные индукционным способом и прецизионные шлифованные направляющие обеспечивают точную обработку деталей.
Широкая каретка снижает вибрацию и обеспечивает высокую точность обработки.
Грамотная компоновка узла гарантирует беспрецедентное качество точения и фрезерования.
Серия NL 2500/3000(B):
Серии NL 2500M/3000(B)M:
Высоконапорный насос подачи СОЖ (10 бар) в достаточной степени удаляет тепло, выделяемое при обработке, обеспечивая точность и увеличивая срок службы инструмента, а маслоотделитель эффективно удаляет масло из охлаждающей жидкости.

Ременный шкив PK:
-min.jpg)
В базовой комплектации устанавливается обновлённая система ЧПУ FANUC 0i-TF, LCD монитор 10,4 дюймов.
Функционал:
Панель оператора может поворачиваться на 90 градусов, обеспечивая легкий доступ к управлению во время работы со станком.

Служит для увеличения производительности за счёт сокращения суммарного времени на обработку чертежей перед началом изготовления и может использоваться как для простых, так и для сложных технологических процессов. Для программирования циклов машинной обработки, включая циклы вращения, фрезеровки, сверления и измерения, можно использовать подсказки или диалоговый режим, а также с легкостью осуществлять программирование деталей и симуляцию непосредственно на мониторе панели управления.

Система подачи СОЖ под давлением через револьвер/инструмент позволяет повысить качество обработки, увеличить глубину резания, повысить скорость подачи и продлить срок службы инструмента. Лучшая обработка поверхности получается за счет интенсивной очистки от стружки, уменьшения деформационного упрочнения материала.
Система подачи СОЖ через шпиндель включает помпу для прокачки под давлением 10 бар.

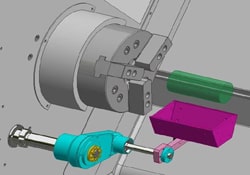
Перемещениями программируемой задней бабки и её пиноли управляют с помощью стоики ЧПУ для простоты установки и позиционирования.
Задняя бабка приводится в движение с помощью каретки револьверной головки.
Сокращает время наладки и позволяет обрабатывать длинные детали в центрах.
Широкие направляющие и усиленная конструкция корпуса задней бабки обеспечивают жесткость обработки.
Диаметр пиноли составляет 110 мм, конус MT4 со встроенным подвижным центром входит в стандартную комплектацию (опционально центр МТ5 не встроенного типа) и обеспечивает более высокую жесткость поджатия. Ход пиноли 100 мм управляется программой или педалью. Положение задней бабки контролируется шарнирным пальцем, который соединяется с кареткой револьвера.
Система измерения инструмента позволяет измерить размер инструмента перед резанием и проверить наличие повреждений или поломки инструмента в процессе обработки.
А также исключает из технологического процесса простои станков и брак, связанные с погрешностями при выполнении наладки и контроля инструмента вручную.

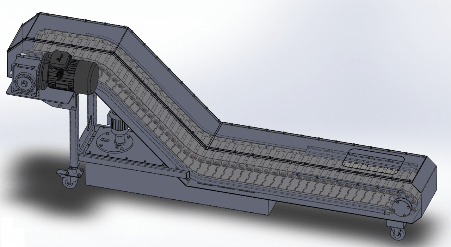
Для удаления отработанной стружки из зоны резания используется автоматический конвейер (ленточный).
Конвейер включается через M-код или напрямую от пульта управления. С помощью настроек устанавливается интервал и продолжительность работы конвейера для автоматического цикла работы. В комплекте поставляется тележка (корзина) для сбора стружки.
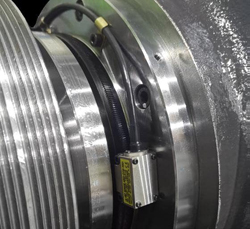
Датчик BZi на шпинделе (датчик оценки амплитуды вибраций) в стандартной комплектации.
Использование датчика BZi помогает снизить стоимость послепродажного обслуживания, поскольку датчик BZi не требует обслуживания, в отличие от датчика положения, который требует регулярного сервисного обслуживания.
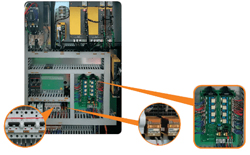
Тормозные, силовые и релейные цепи объединены в одну систему плат, чтобы свести к минимуму поломку электрической системы и облегчить техническое обслуживание и ремонт. Все привода и контроллер поставляются от признанного мирового лидера автоматизации станков с ЧПУ – Fanuc (Япония).
Автоматическая система обеспечивает централизованную своевременную смазку по основным движущимся элементам – ШВП, направляющим, подшипникам, что сокращает в разы их износ. Установка времени впрыска осуществляется через контроллер панели ЧПУ. Система смазки компактно встроена в корпус станка. Оповещение на панели оператора об минимальном уровне или окончании масла в резервуаре.
Маслоотделитель (сепаратор СОЖ) дискового типа предназначен для удаления масляных загрязнений из охлаждающей жидкости.
Диск из нержавеющей стали со специальным покрытием (для налипания масла) вращаясь захватывает масляную пленку с поверхности СОЖ, которая затем удаляется. Очищенная СОЖ попадает обратно в систему циркуляции для дальнейшего использования. Маслоотделитель существенно экономит и продлевает срок службы охлаждающей жидкости в системе.

Позволяет увеличить производительность за счёт автоматизированного улавливания деталей, тем самым сокращая время простоя на изъятие готовой детали оператором.
Нарезание резьбы с произвольной скоростью обеспечивает постоянное согласование режущего инструмента со скоростью шпинделя во время нарезания резьбы. Это позволяет оператору регулировать скорость шпинделя во время нарезания резьбы, не повреждая деталь, что значительно сказывается на производительности таких операций и снижает брак на готовых деталях.
Эффективно собирает масляный туман во время работы и, при необходимости, обеспечивает возврат собранного масла обратно в станок. Применяются на металлообрабатывающем производстве образуется масляный туман после применения смазочно-охлаждающей эмульсии и различных масел. Постоянное осаждение капель тумана на поверхностях пола, стен и оборудования в цехе приводит к нарушению условий гигиены труда.
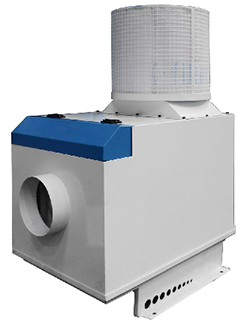
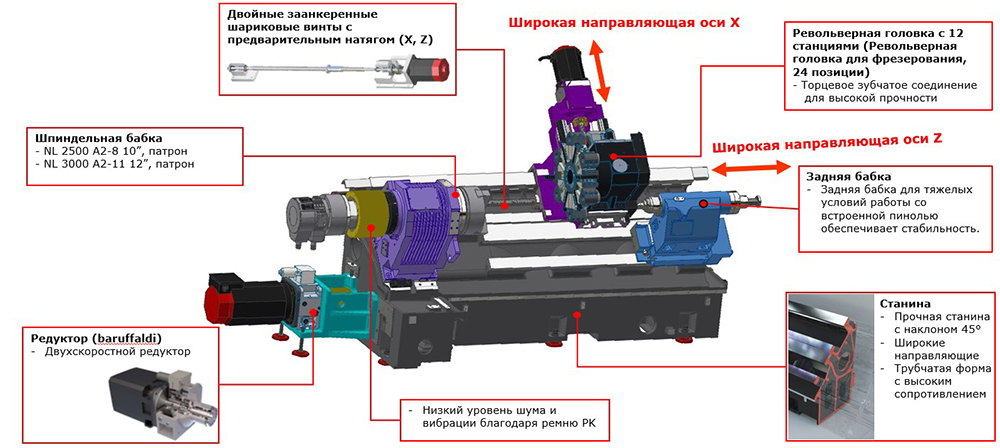
Диаграмма мощности шпинделя:
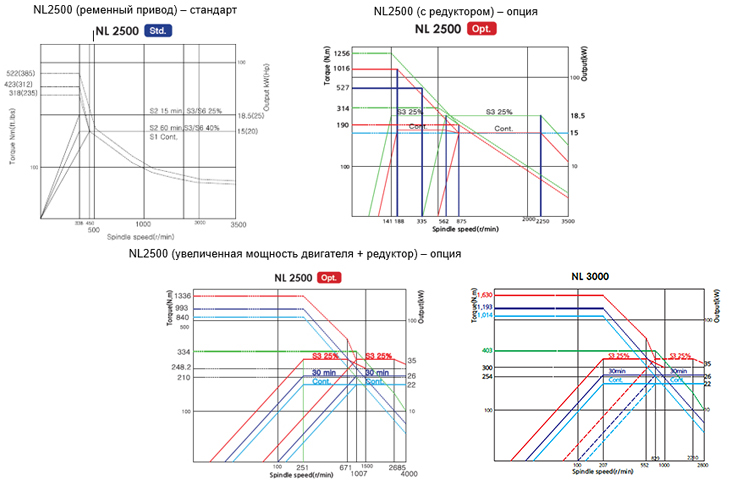
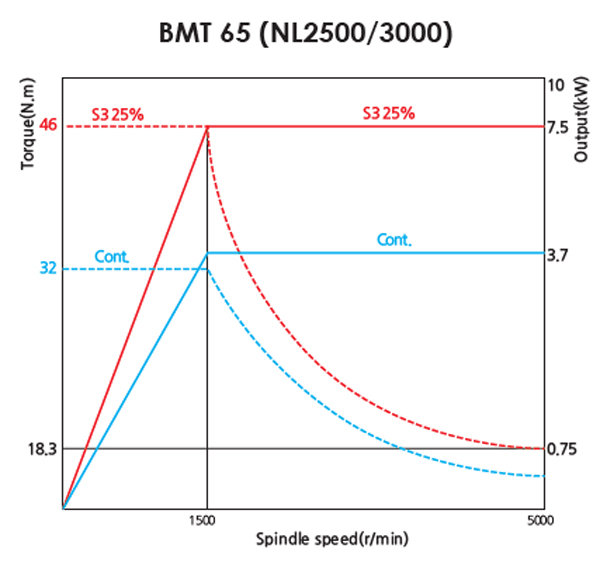
Диаграмма мощности револьверной головы с блоками приводного инструмента:
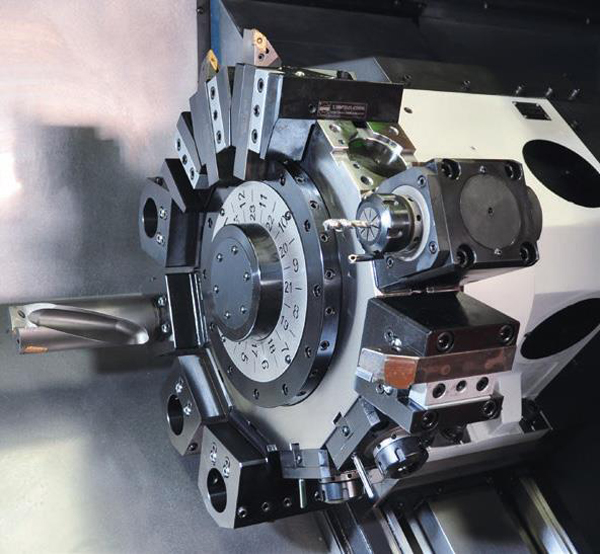
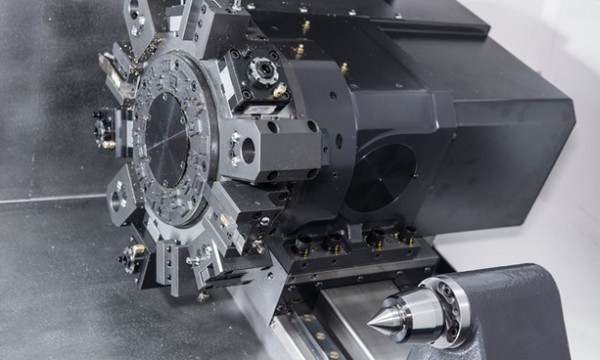
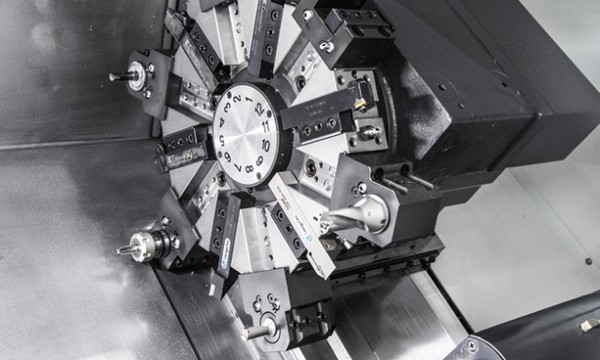
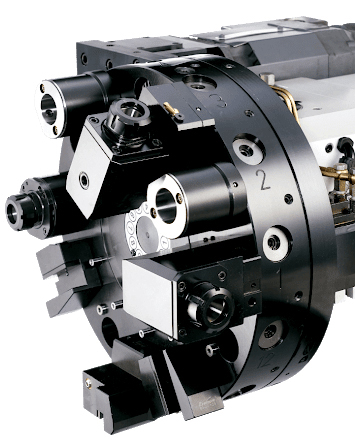
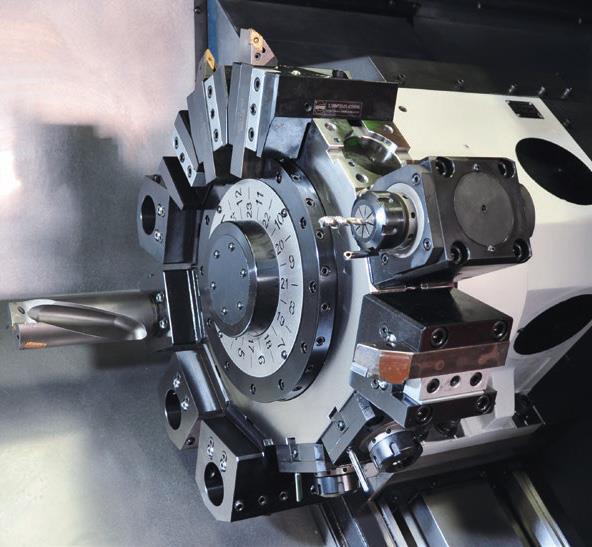
Конструктивные особенности револьверных головок:
| Система крепления VDI (другой производитель) |
Система крепления BMT (SKM) |
|
|
Система крепления VDI имеет менее жесткую конструкцию крепления инструментальных блок к револьверной головке, и предназначена для обработки легких сплавов с небольшими припусками. При обработки твердых сплавов срок эксплуатации инструментальных блок значительно уменьшается из-за большой нагрузки на базовые посадочные поверхности.
Система крепления BMT (SKM) имеет преимущество в жесткости инструментальных блоков к револьверной головке за счет крепления 4-мя болтами к револьверу. Это позволяет производить обработку при тяжелых режимах резания и обеспечивать высокую точность, позволяет достичь высокой производительности и сократить вспомогательное время, т.к. возможно производить обработку с большими припусками.
Преимущества VDI:
Преимущества BMT (SKM):
КАМИ организует доставку оборудования, инструмента и запчастей по всей России и СНГ с помощью транспортных компаний:







| Физ. лицам / ИП | Юр. лицам / Лизинг | |||||||
|---|---|---|---|---|---|---|---|---|
| От клиента | Самовывоз | Через ТК | ||||||
| Паспорт РФ (оригинал) | На имя ФЛ / ИП | На имя получателя | ||||||
| Если другим ФЛ: нотариальная доверенность (оригинал) | ||||||||
| Доверенность на подписание ТОРГ-12 и Акта приема-передачи | Нотариальная | |||||||
| Доверенность: Типовая межотраслевая форма № М-2 | ||||||||
| Печать организации, Приказ о назначении на должность, либо выписка из ЕГРЮЛ. |
Если получатель гендиректор |
|||||||
| От компании | ||||||||
|
ТОРГ-12: 2 экземпляра
(1 - клиенту, 1 - бухгалтерии)
|
4 экз. | |||||||
| Счет-фактура | 1 экз. | 2 экз. | 2 экз. | |||||
| Товарная накладная | 2 экз. | 4 экз. | ||||||
| CMR | ||||||||
| Акт выполненных работ | 2 экз. | |||||||
| Накл. на перемещение | ||||||||













{kind=link}